 en
en  de
deBILSTEIN CEE
The BILSTEIN GROUP in the Czech Republic

ENGINEERED IN GERMANY – MADE IN THE CZECH REPUBLIC
BILSTEIN CEE enjoys an excellent reputation as a supplier of cold rolled strip. Founded in 1905, the company is located in the west of the Czech Republic, at Králův Dvůr between Prague and Pilsen, and is the BILSTEIN GROUP's mainstay in Eastern Europe. BILSTEIN CEE has a wide range of products with all the grades of classic cold-rolled strip production, including soft iron grades, micro-alloyed grades and carbon steel grades. The speciality, however, is the production of thin carbon steels.

BILSTEIN CEE and BILSTEIN BOHEMIA merger in November 2025
Further information (český):
PRODUCTION PROCESS
Thanks to its experience and extensive expertise, BILSTEIN can ensure that all the steps in the production chain - from goods receipt to quality control - are coordinated. By constantly updating production technology as well as measurement, control and data technology, we achieve maximum productivity and reproducibility. Through perfect interaction in the process chain, we exploit the maximum potential to produce the perfect cold rolled strip for our customers.
Hot-rolled strip warehouse

Fast access to materials is an essential prerequisite for high delivery flexibility. For this reason, BILSTEIN keeps a stock of hot-rolled strip in-house. Storage and retrieval as well as inventory management of the hot-rolled coils are carried out automatically. This ensures that our plants are supplied efficiently and quickly. The customer benefits from fast access to our hot strip stock. In addition, our internal hot strip logistics are designed for quality-conserving handling in order to meet the high demands of the market right from the start of our production.
Hot-rolled strip shears

The hot strip is cut to the optimum production width on a slitting line (hot strip shear) and trimmed at the edges if required. High throughput capacity and exact strip running ensure the efficiency of the line.
Pickling

In order to remove the scale from the surface of the hot strip, BILSTEIN CEE a.s. operates an in-house flat bed pickling line. Pickling is carried out in hydrochloric acid at a temperature of approximately 75°C. The line can process hot strip up to a maximum thickness of 5.5 mm and a width of 630 mm.
Pre-rolling

Thickness reduction is based on the required mechanical and technological properties and is carried out on two tandem mills with three or four stands. We measure strip thickness and strip profile with X-ray technology. In addition, flatness control and hole detectors ensure close and reproducible tolerances and high product quality over the entire strip length.
With the aid of an optimized emulsion and high-pressure strip cleaning, clean surfaces can be achieved in a targeted manner. Controlled strip guides and flanges make it possible to optimize strip tension during the rolling process.
BILSTEIN also has a four-high and a reversing stand, especially for thicker dimensions.
With the aid of an optimized emulsion and high-pressure strip cleaning, clean surfaces can be achieved in a targeted manner. Controlled strip guides and flanges make it possible to optimize strip tension during the rolling process.
BILSTEIN also has a four-high and a reversing stand, especially for thicker dimensions.
Annealing

At BILSTEIN, the most modern, partially fully automated annealing technology is available with a high convection hydrogen annealer. The annealing process achieves a uniform temperature distribution with only slight deviations across the ring volume. We guarantee the best possible strip cleanliness with closely tolerated mechanical-technological properties, freedom from oxidation, uniformity of technological values, bright and residue-free surfaces and no edge oxidation. Different annealing programs allow a wide range of different qualities with high flexibility.
For heat treatment, our plant-specific know-how integrated into the system is convincing. The round-the-clock annealing irons with batch sizes of 60 to 80 t are automatically controlled, monitored and logged, thus ensuring a high degree of reliability in achieving the desired mechanical-technological values and microstructural states.
For heat treatment, our plant-specific know-how integrated into the system is convincing. The round-the-clock annealing irons with batch sizes of 60 to 80 t are automatically controlled, monitored and logged, thus ensuring a high degree of reliability in achieving the desired mechanical-technological values and microstructural states.
Finish-rolling

The "finish rolling" production step ensures both mechanical and technological properties as well as the exact thickness, the required flatness, the desired surface finish and the strip contour in transverse direction. Depending on the requirements, three four-high stands are available for higher re-rolling grades or greater strip thicknesses, or six two-high stands for easy forming grades and special surfaces. We use isotope measuring devices for thickness control, plane rollers for flatness control of the strip and a laser device for cross curvature detection in closed control loops.
Final Cutting

On six slitting lines and one cut-to-length line, the produced strips are slit to the required customer width and adjusted to the required transverse curvature or special longitudinal curve. Each of the shears has specific features to serve the complete range of grades and dimensions. In addition to conventional technology, a shear stand with positionable and regulated stands is available to ensure a parallel cutting gap. A hydraulically inflatable shaft prevents the knives from radial run-out. A robot system builds up the cutting combination, which is then automatically inserted into the shear stand. Together with extreme concentricity of the knives, this guarantees the narrowest tolerances of the strip width. A packaging line is connected to each of the shearing machines, which enables a short throughput time of the orders until dispatch.
Packaging

The packaging lines are state of the art with automatic data transfer from the production data acquisition including slit strip transporters. As the line has a double binding head for steel and plastic strips, the optimum transverse binding for strip strength and strip thickness can always be selected. For steel strips the TITANARG® weld seal is used for transverse binding. This patented closure, based on the TIG welding process, is today the safest way of forming closures for packaging steel strapping worldwide. Cold-rolled coils with low strip thickness are moved on plastic conveyor belts in the plant; thus the good quality of the slit edge is maintained.
In addition to the standard packaging, we can deliver material in oil crepe and jute, in boxes or in defined special packaging upon customer request.
In addition to the standard packaging, we can deliver material in oil crepe and jute, in boxes or in defined special packaging upon customer request.
Finished products warehouse
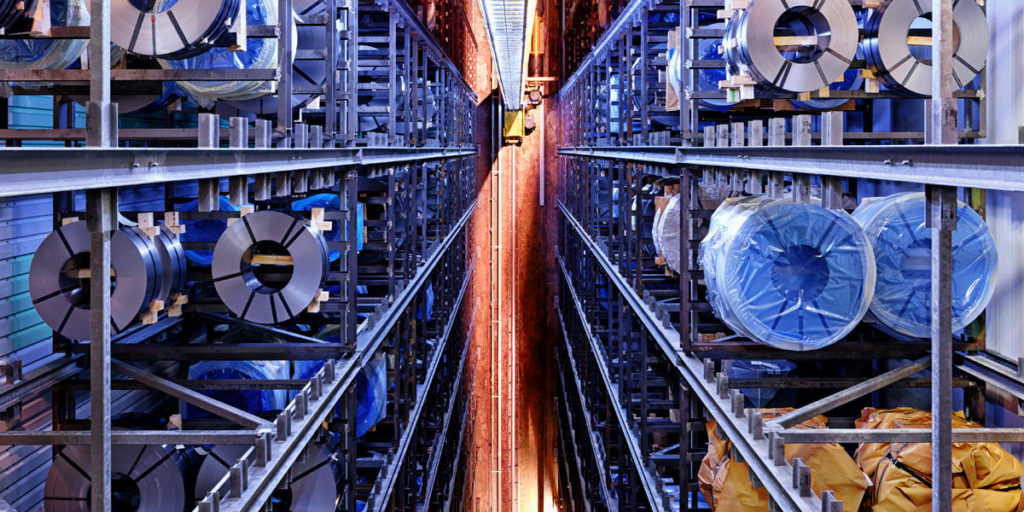
Our finished goods warehouse is designed to supply the customer quickly and flexibly. This is made possible by a well thought-out storage and handling concept: In addition to an area storage facility, BILSTEIN has two fully automated high-bay warehouses. Thanks to the high storage density on a small footprint, we can quickly access each delivery unit without having to transfer other quantities - mechanical damage is virtually impossible. Air-conditioned storage also contributes to the surface protection of the material.
From KWW to BILSTEIN GROUP
WHAT IS CREATED HERE HAS EXISTED
The BILSTEIN GROUP is one of the world's leading companies in the cold rolling industry. This position is above all due to our more than 1,400 employees, who dedicate themselves to quality with their professionalism and high personal commitment.
Are you ready for a career in steel? In our careers portal you will find all current job vacancies and lots of interesting information about BILSTEIN CEE a.s as an employer and your prospects in our company. We also welcome unsolicited applications - just take a look.
Are you ready for a career in steel? In our careers portal you will find all current job vacancies and lots of interesting information about BILSTEIN CEE a.s as an employer and your prospects in our company. We also welcome unsolicited applications - just take a look.
Contact:








Ing. Zbyněk Hudzieczek, Ph.D.
Director, Materials Technology
Director, Materials Technology
- +420 702 118 605
- +420 313 101 010


Contact
BILSTEIN CEE a.s.
Na Louce 97
Karlova Huť
267 01 Králův Dvůr
Czech Republic
Na Louce 97
Karlova Huť
267 01 Králův Dvůr
Czech Republic